[VIP第1年] 指数:3
[VIP第1年] 指数:3
四、模具加热温度按常规模具温度,一般在480℃左右,直径200mm以下的平模保温时间不得少于2小时,如果是分流模保温在3小时以上;直径大于200mm以上的模具保温4-6小时,以保证模具芯部温度与外部温度的均匀。五、在试模或生产前,必须用清缸垫清理干净盛锭筒内胆,并查看挤压机空运行是否正常。六、试模或刚开始生产时,挤压机自动档关掉,各段开关归零位。从**小压力开始慢慢的起压,出料大概3-5分钟,铝填充过程时主要管制好压力。压力管制在100Kg/cm2以内,电流表数据为2-3A以内,一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生产时挤压速度以压力小于120Kg/cm2为准。七、模具在试模或生产过程中,如发现堵模、偏齿、快慢偏差太大等现象时要立刻停机,并以点退的方式卸模,避免模具报废。八、在试模或生产过程中,出料口必须通畅,垫支或夹具松劲根据出料情况合理掌握。随时观察发现异常情况,及时处理,该停机时要立即停机。九、矫直过程中,要认真检测前后变化,操作规范,用力适度,严保产品质量。十、按照生产计划单要求合理定尺,锯切时,锯齿进料速度不能太快,避免打伤端头,端头必须钳正,去掉飞边和毛刺。十一、装筐要规范,包括垫条要摆放合理。 铲齿散热器可以使用单风扇或双风扇进行进一步升级。东莞1060型材铲齿散热器加工

铲齿散热器的优化设计主要从基片厚度、翅片高度和厚度、齿距等方面进行优化设计。在特殊情况下,也可以设计铲齿散热器的材料,以及它是否嵌入热管或蒸汽室。主要的优化设计原则是降低散热器的热阻,与风扇的性能相匹配。这两个方面可以用公式计算或用软件模拟来实现。公式计算的误差一般为10%—15%。模拟计算的误差一般为5%—10%。铲齿散热器常用的材料有AL1050和AL1060(导热系数210W/mk)。这两种铝材料质地柔软,易于加工。AL6063(导热系数201W/mk)也可以在翅片高度较低时使用。mk),AL6063具有较高的硬度,所以一般在翅片高度较低时使用。当铲齿散热器要求有更大的散热量时,就会采用铜作为加工材料。Cu的导热系数为380W/mk,远高于铝的导热系数。同时,成本也会增加很多。以上是铲齿散热器采用铝合金和铜合金作为加工材料时的设计极限。当然,这也会因加工制造商的不同而有所不同。一些制造商可能有更多的高科技仪器,可以转换铲齿散热器。设计极限有了很大的提高,这也是可以实现的。东莞铲齿散热器优点铲齿散热器能够保证设备稳定运行,并提高产品质量。

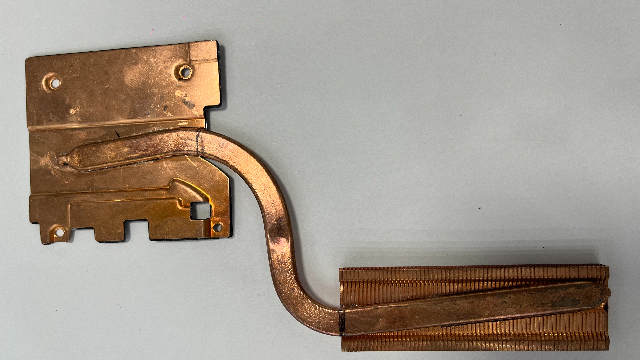
铲齿散热器的基本原理:铲齿散热器的**==运作机制基于热传导与对流散热两大基础理论。其制造工艺是利用长条板型材,如高纯度的 6063 铝合金或无氧铜,通过**铲齿设备,以精确的切削角度(通常在 30°-60° 之间)将材料逐步切削成片状,并通过校直工序使其形成整齐有序的间隙结构。当散热器与发热元件紧密贴合后,发热元件产生的热量首先通过热传导方式传递至散热器基板,再沿着铲齿结构快速传导至散热器表面。随后,借助空气与散热器表面的对流作用,将热量不断散发到周围环境中。与传统插片散热器相比,铲齿散热器由于其一体化的结构设计,消除了插片之间的接触热阻,散热效能能够提升 8 - 15%。在实际测试中,相同体积、相同材质的铲齿散热器与插片散热器对比,在 CPU 散热场景下,铲齿散热器可使 CPU 温度降低 5-8℃,有效保障设备稳定运行。这种高效的散热原理使其在电子、通信、汽车等对散热要求严苛的领域中得到广泛应用 。
暖气片明装不破坏家装、对环境无要求,不需要破坏地面,无需在墙面开槽,只是将暖气管道铺设在墙面、天花板等处,所以不会对原有的家装造成破坏。2020-08-29浏览(466)13个回答cpu散热器是这么装吗线要接到主板的哪个接口上答:对,这个散热器安装正确,风扇使用后,吹风风向,是对准机箱后方方向吹风。双热管塔式散热器,应对一般的中小功率95w以下的CPU,还可以应付,**CPU,长期游戏的,安装3/4热管的大型散热器会更佳。2020-08-29浏览(120)19个回答卫生间散热器安装图集有吗安装需要注意什么答:卫生间散热器安装需要注意:1、卫生间散热器工作原理是运用热空气原理,卫生间散热器经过辐射、对流的方法对室内空气进行加热,循环往复,**终使室内温度达到用户需求的规范。在卫生间散热器安装方位挑选时,应根据这一工作原理,将卫生间散热器安装在较低的方位如窗户下方或者窗户旁边,这样有利于热量的发出,加速房间的升温速度。2、卫生间散热器安装方法,就是在使用的时候一定要注意的就是经常检查管道的通畅与否,这样可以保证热水正常的循环流动,而且还可以保证卫生间散热器的安全性,避免发生一些列的安全问题,以及防止出现管道堵塞而影响供暖等问题的发生。26. 铲齿散热器的设计可以迅速排走电脑系统中产生的热量。

铝合金散热器型材之所以备受青睐,不仅因为它拥有***的可挤压性和导热性,还因其出色的力学性能。在生产过程中,为确保产品质量,我们必须从铸锭质量、模具的选材与设计、挤压力的控制以及挤压工艺的优化等方面综合考虑。首先,铸锭的质量是生产质量散热器型材的基础。合金成分中的杂质含量必须严格控制,以确保合金的纯度。对于6063合金来说,Fe的含量必须低于标准值,而Mg和Si的含量则通常控制在国家标准的下限。铸锭还需要经过均匀的热处理,以优化其结构和性能,确保整体性能的一致性。铸锭的表面质量同样重要。它必须光滑无瑕疵,不允许存在偏析瘤或沙泥等杂质。铸锭的端面也应保持平整,避免出现台阶状或过大的切斜度(切斜度应控制在3mm以内)。因为不平整的端面在挤压过程中可能导致与模具的接触不均匀,引发应力集中,这不仅可能损坏模具的齿形,还可能导致出料不均匀,甚至造成堵模或成型不良的问题。铲齿散热器设备灵活,适用性强,能够满足各行各业不同的需求。东莞铜料铲齿散热器材质
铲齿散热器的设计可以帮助用户轻松进行安装和拆卸。东莞1060型材铲齿散热器加工
空气流动与散热效果:在铲齿散热器的散热过程中,空气流动的优化设计是实现高效散热的关键环节。散热器的进风口和出风口的设计直接影响空气的流量、流速和流向。进风口通常采用渐缩式结构,配合导流叶片,能够有效引导外界冷空气均匀进入散热器内部,减少空气进入的阻力。出风口则设计为渐扩式,有助于降低空气流出时的压力损失,提高排风效率。同时,铲齿翼片的铰链结构设计巧妙,使得流体不仅可以在翼片表面流动,还能穿过翼片之间的空隙,进一步增加了翼片的有效散热面积。通过 CFD 仿真分析发现,合理的进风口和出风口设计,配合铲齿翼片结构,能够使散热器内部的空气流速均匀性提高 40%,有效避免了局部热堆积现象。在实际应用中,根据不同设备的发热特性和使用环境,通过调整进风口和出风口的尺寸、形状以及安装位置,能够***优化空气流动状况,从而大幅提高散热效果 。东莞1060型材铲齿散热器加工
文章来源地址: http://qmjpj.mjgsb.chanpin818.com/lqxt/sbfssrq/deta_27687860.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。